|
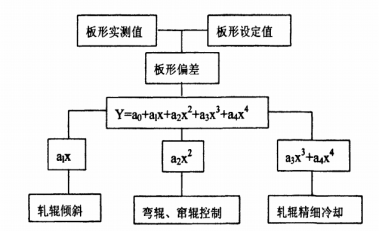
所谓板形控制,就是针对板形缺陷对有载辊缝形状进行相应调控的技术。在冷轧板形控制系统中,凡是可以改变轧辊辊缝形状的部件或装置,均可作为调节带钢板形的调节手段, 这类部件或装置很多,最常用的有轧辊倾斜、支撑辊和工作辊弯辊、轧辊轴向移位和轧辊分段冷却。轧辊倾斜、支撑辊和工作辊弯辊应用技术比较成熟,被公认为是控制板形的有效手段。然而,无论是轧辊倾斜、轧辊弯辊,还是轧辊轴向移位轧机(如CVC轧机),都只能对轧制辊缝进行全辊缝调节。这种全辊缝调节对某些板形缺陷(如在板宽的某一个区域内产生的局部浪形等),缺乏有效的调节能力。为此,在现代板形控制系统中,轧辊分段冷却是必不可少的控制板形的有效手段之一,轧辊分段冷却控制能够对轧制辊缝中任意位置进行调节,满足沿板宽局部板形缺陷的调控要求。 轧辊分段冷却是将轧辊辊身分成若等量小段,根据板形测量辊检测出的板形偏差量对各段施加不等量的冷却液,以消除各分段热点引起的热凸度,通过独立控制各分段的热凸度,使得轧辊的热凸度沿辊身均匀分布,消除了轧辊局部热凸起或凹陷的情况,有效调节了各段的轧制辊缝,提高了板形的调控能力。轧辊分段冷却主要包括板形测量辊、喷嘴、喷射梁组、冷却阀、冷却液供给系统及控制系统等。 目前轧辊分段冷却已由粗放化冷却变成精细化冷却,考虑到轧辊分段已由原先的208mm变成52mm,能够较好的精细控制,故轧辊分段冷却现又叫做轧辊精细冷却。在该冷却系统中,共有三个冷却液喷射梁,即精细冷却喷射梁、轧制润滑喷射梁和辊缝润滑喷射梁。精细冷却喷射梁主要对工作辊辊面冷却,考虑到工作辊表面冷却的范围较大,故将精细冷却喷射梁上的喷嘴设计成双排以满足冷却要求。轧制润滑喷射梁采用单排喷嘴对带钢和工作辊的轧制辊缝进行润滑。辊缝润滑喷射梁也为单排设计,主要是负责对中间辊与支撑辊之间的辊缝进行润滑的。 图1为传统几种板形控制手段针对板形缺陷的分工协作图,从图1中可以看出轧辊精细冷却的作用和地位。板形偏差是板形实际测量值与板形设定值的差值,将偏差值通过最小二乘法可拟合成Y=a0+alx+a2x2+a3x3+a4x4的形式,然后针对不同阶次的板形缺陷运用不同的板形调控手段以消除板形缺陷,与轧辊倾斜、弯辊、窜辊控制不同的是,精细冷却并不是针对板材大范围内的缺陷,它只是针对板材某个局部缺陷,即a3x3+a4x4分量,所以虽然精细冷却技术存在着控制延时滞后的现象,但在控制局部高次缺陷方面具有无可替代的作用。
图1 板形控制分工协作图 轧辊精细冷却技术广泛应用于带钢的高精度轧制过程中,通过控制沿辊身方向布置的冷却液调节阀的开关来改变相应分段的冷却量的分布,可以使工作辊的热凸度趋于一致,消除工作辊辊身局部“热点”的现象,达到任意消除带钢局部高次项板形缺陷的目的。轧辊精细冷却技术从本质可以说是一种轧辊分段喷液控制方法,其实质就是按照板形测量仪的分段标准将轧辊辊身分成若干小段,每一段均同板形测量仪的分段相对应,按照带钢板形检测系统得出的带钢板形值,推导出每个分段相对应的轧辊热凸度,再根据工作辊表面的温度方程推导出热凸度与消除该热凸度所需冷却量的换算关系,为后续理解板形值、热凸度、冷却量三者的数学关系作铺垫。根据计算出的冷却量,由冷却阀控制相应喷嘴的开闭及流量,调节工作辊各分段的热膨胀量,改善带钢轧制辊缝不一致的状况,对带钢板形质量起到了一定的调节作用。 例如,宝钢2030mm冷轧厂将轧辊辊身精细分成36个测量段以实现精细冷却控制,这36段中,每4段组成一个冷却区,由安装于工作辊上方横梁上的9个冷却阀实施冷却液的喷洒,各冷却区都是互不干扰的,其冷却阀都可独立控制。轧辊精细冷却控制,是根据每个测量段上的带钢应力求出分段的热凸度,再根据工作辊表面的温度方程求出消除该热凸度所需的冷却量,将此信息传递给后面的冷却阀控制系统,并由相关的控制系统实现喷嘴的开闭及对喷嘴喷射量的控制,实现精细冷却的目的。在喷射的过程中,根据以往经验,还需设置一个基本的冷却量,约占上述计算出的冷却量的1/3,通过设置基本冷却量和冷却液的调节分量,可以极大地满足带钢板形的冷却要求。
×
确定
|