|
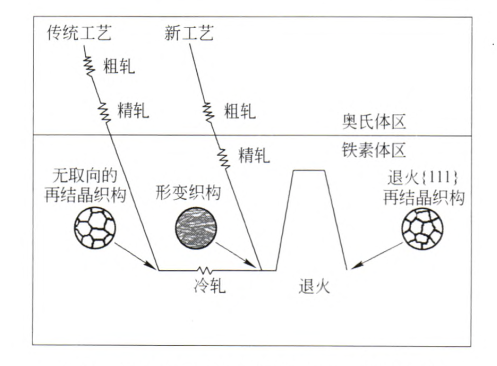
Abstract:Ferritic rolling has many advantages compared with traditional rolling process, such as improving deep drawing property, saving energy, reducing cost of production, improving surface quality and so on. This technology is wide spread industrially abroad. But most steel corporations are still in testing period in China except Baosteel. Here take IF steel as an example. IF steel is the mainly material in the modern automobile industry. The hot rolling is one of the most important links in the production process to gain the better steel of automobile. In recent years, because the IF steel has excellent deep drawing and no timely, it has become a national automobile steel plate production levels. Property of IF steel with hot rolling of the precipitates, and ferrite rollingtechnology has become the mainstream of the IF steel hot rolling process. 1. 铁素体区轧制技术特点 1980年代后期,比利时钢铁研究中心研发了铁素体区轧制工艺,用于生产1.0mm以下超薄规格、具有良好深冲性能的热轧带钢,以取代部分冷轧产品。 铁素体区轧制工艺与传统工艺有所不同,其精轧温度(770~820℃)在铁素体区,传统工艺精轧温度(860~1070℃)则在奥氏体区,粗轧温度也较传统工艺的低。以IF钢为例,铁素体区轧制工艺与传统工艺的比较如图1所示,采用传统工艺,轧制后产品织构为无取向再结晶织构;采用铁素体区轧制工艺,轧制后产品织构为形变织构。
图1 铁素体区轧制工艺与传统工艺的比较 (a)传统工艺:热轧-冷轧-退火;(b)新工艺:铁素体区热轧-退火 
图1中变形织构的放大示意 虽然铁素体区轧制的温度低于传统工艺,但带钢变形抗力并没有大幅提高,这也是能够实现铁素体区轧制工艺的关键原因。对于超低碳钢(ELC)和无间隙原子钢(IF),当温度在790~860℃时,带钢流变应力反而比在900~950℃时还要小,这是由于带钢在铁素体区变形相对于在奥氏体区变形较为容易,且变形程度较大时铁素体在此温度区间会发生动态再结晶,进一步降低带钢的变形抗力。但是,当带钢化学成分中碳含量增加时,间隙原子容易积聚在位错的周围产生钉扎作用,阻碍位错的滑移,使其变形抗力急剧增大。因此,有研究表明,W(C)>0.05%的低碳钢采用铁素体区轧制工艺时,生产过程中轧制力偏高,且成品组织不均匀。 2. 铁素体区轧制工艺的优越性 板材的深冲性能与其力学性能的各向异性密切相关,即力图使其在板平面内具有高塑性流动性,同时在板厚方向具有足够的抵抗塑性流动的能力。材料的这一性质可用塑性应变比r来定量表示,而决定r值的内在因素是金属内部的晶粒取向,取向为{111}的深冲性能最好,{110}取向次之,而{100}取向的深冲性能最差。因此,对于IF钢而言,为了得到高的r值,就要保证{111}织构的充分发展。而大量研究表明,粗大稀疏的第二相粒子形态及均匀细小的铁素体晶粒是保证IF钢{111}织构充分发展,获得优异成形性能的重要条件。
表1 三代冲压用钢板的性能比较
钢种
σs(MPa)
σb(MPa)
δ(%)
n
沸腾钢
180~190
290~310
44~48
1.0~1.2
~0.22
铝镇静钢
160~180
290~300
44~50
1.4~1.8
~0.22
IF钢
100~150
250~300
45~55
1.8~2.8
0.23~0.28
随着轧制温度的降低,基体组织—铁素体的晶粒尺寸变小。铁素体热轧时最为突出的微观组织特征就是变形带的形成,其产生是在铁素体区轧制时,严重的塑性流变首先诱发晶粒在轧制方向的拉长。在这个阶段,随位错密度的增加,位错也聚集在某些区域,形成变形带组织。由于变形带对变形温度十分敏感,随着轧制温度的降低,IF钢的变形带随之增加。而热轧后再结晶退火的晶粒尺寸受到变形带的影响很大,因为再结晶的形核大部分发生在晶界和变形带处,如果变形带密集,则再结晶成核数量就多,晶粒长大相对受到限制,晶粒尺寸变小;变形带少,则成核数量少,晶粒有充分长大的余地,晶粒尺寸大。所以,随着铁素体区轧制温度的降低,变形带增加,退火时再结晶提前发生,再结晶晶粒的形核率随之增大,晶粒长大速度减少,从而使得再结晶晶粒的形核率与长大速度之比增加,于是表现为晶粒尺寸随着轧制温度的降低而减小。 3. 铁素体区轧制工艺优点
(1)有效地节约能源。铁素体区热轧有多种节能途径,其中最直接的一个是降低了加热温度。通过降低炉温不仅可以节约燃料,还可以开发加热炉的潜在生产力,从而提高效益。 IF 钢的铁素体区轧制部分或完全取代冷轧,以成为国际钢铁行业,特别是汽车用钢行业发展的重要方向。 4. 铁素体区轧制工艺的工业应用现状
铁素体区轧制工艺并不是适用于所有的钢种,目前一般用于生产强度不高的低碳钢、直接应用的热轧薄带钢、一般冷轧用钢、深冲或超深冲冷轧用钢以及铁素体区轧制后直接退火的钢板等。其中直接应用的热轧薄带钢,可在铁素体区的较高温度区间进行轧制,随后采用高温卷取获得完全再结晶的铁素体。而热轧后直接退火的钢板,则在铁素体区的较低温度区间轧制,在随后的卷取过程中再结晶不完全,需要进一步退火。目前,热轧板的性能可以达到冷轧商用板(CQ级)、冲压板(DQ级)的水平,冷轧板的性能可以达到冷轧深冲板(DDQ)的水平。
在国外,铁素体区轧制工艺的工业应用较为成熟,首家使用铁素体区轧制工艺的Cockerill Sambre钢铁厂,其产能目前约60多万t/a,美国LTV公司、意大利Arvedi公司、德国TKS和EKO公司、墨西哥HYLSA公司、泰国NSM公司等均采用铁素体区轧制工艺进行工业化生产,并取得了良好的经济效益。日本川崎制铁和新日铁公司也实现了r值为3.0的超深冲冷轧IF钢板的工业化生产。
目前国内宝钢2050mm热连轧生产线采用铁素体区轧制工艺,该生产线主要生产IF钢,产品厚度最小可达1.2mm。鞍钢、攀钢、唐钢、梅钢等企业也进行了铁素体区轧制的试验研究,均取得了不错的效果,但还没有实现工业化生产,针对铁素体区轧制的工艺实施还有不少技术问题要解决。
×
确定
|