|
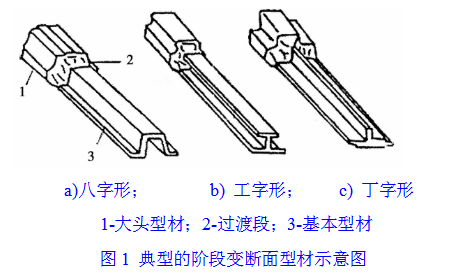
变断面挤压件是指沿型材或零件长度方向,断面形状和尺寸发生变化的一种型材或零件,主要分为阶段变断面型材和逐渐变断面型材两大类。变断面挤压不仅能够显著减少半成品的后续机械加工量,缩短装配的工艺周期,提高材料利用率,降低成本,而且可以制造高性能、高尺寸精度的全纤维挤压件,从而提高结构强度性能和可靠性。变断面挤压件首先被用于制造航空工业所需的工字形、八字形(槽形)以及其它异型型材,随后在机械制造业以及其它工业部门也开始使用。近年来,随着航空、航天、建筑、交通运输业的发展,变断面挤压件的应用领域不断扩大,目前工业上已生产的变断面型材大约有600多个典型品种。 阶段变断面型材是指其横断面尺寸 、形状沿长度方向发生阶段式变化的一种特殊型材。按其外形不同,目前最常见的三种类型为:(a)八字变断面型材 ;(b)工字变断面型材;(c)丁字变断面型材。阶段变断面型材的特点是有两个截面:大截面型材 (大头型材 )和小截面型材 (基本型材 ),相连接处有一过渡区,如图1所示。
在航空航天领域,阶段变断面铝合金型材广泛用于大型的运输机、轰炸机、民用飞机等中央翼和尾翼上,是民用、军用飞机的关键受力部件。大头经机械加工后与大梁型材连接,基本型材则与蒙皮铆接而形成整体的机翼和尾翼,这种型材主要用作承载力很大的构件,常用LY12CZ(2A12,相当于2024)和LC4CS(相当于7A04)两种高强度铝合金制造,是航空工业部门应用较广用途重要的一类型材。
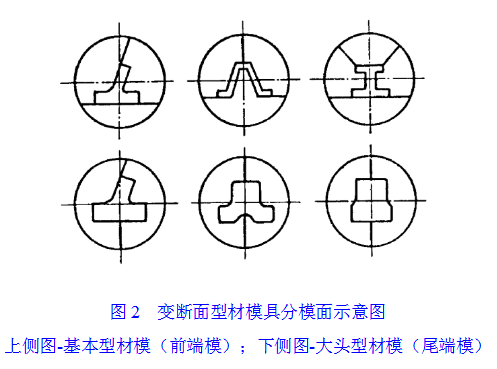
一般阶段变断面型材模分为基本型材模和大头模,大头模从中间分为左右两瓣,而基本型材模一般分为三瓣 (丁字 、八字型材模)和四瓣 (工字型材模),具体形状见图2所示。
阶段变断面型材的生产过程。阶段变断面型材的生产分为基本型材部分和大头部分两次挤压,生产方法是先把三瓣(或四瓣)的基本型材模(前端模)装入模支承内,开进锁键仓,锁紧后开始挤压基本型材部分。当挤压到距过渡区300 mm~500mm处时,逐渐减速直到过渡区时速度降为零,进行卸压,打开锁键仓,挤压轴前进5mm将模子推离挤压筒后,挤压筒离开,把模子从模支承内带出来,用专用钩子将分瓣型材模具取出,再用专用夹钳将两瓣大头模放在模支承中,进行大头部分的挤压。挤压大头时开始速度尽量以慢速前进,防止型材根部产生波浪、扩口、拉细和大头歪脖等缺陷发生,当大头挤压出100mm以后开始过渡到正常的挤压速度。大头部分挤压完后卸压,压型嘴离开并剪切残料,取出大头模具,重新换上基本型材模进行下一个生产周期。
×
确定
|